该项目主要针对汽车电池进行制作的机器,通过叠一片正极材料一片负极材料,结合隔膜最后通过贴胶实现自动将形成电池正负极材料供后续进行注液使用
二、 项目要求:
定位精准,伺服动作响应快,稳定性要求高,尽量减少PLC使用要求PLC可以实现多轴代用,PLC与PLC之间的传输要求可靠
三、 硬件配置:
汇川设备:
|
序号 |
产品名称 |
型号 |
备注 |
数量 |
|
1 |
HMI |
IT6104E |
人机界面 |
2 |
|
2 |
PLC |
H3U-3232MT |
控制器 |
3 |
|
3 |
伺服电机 |
MS1H1-75B30CB-A331Z |
750W电机 |
2 |
|
4 |
伺服驱动器 |
IS620PS5R5I-IAB-C |
750W驱动 |
2 |
|
5 |
伺服电机 |
MS1H1-40B30CB-A331Z |
400W电机 |
10 |
|
6 |
伺服驱动器 |
IS620PS2R8I-IAB-C |
400W驱动 |
10 |
|
7 |
伺服电机 |
MS1H1-20B30CB-A331Z |
200W电机 |
4 |
|
8 |
伺服驱动器 |
IS620PS1R6I-IAB-C |
200W驱动 |
4 |
四、 方案说明:
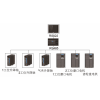
1、 采用3个汇川H3U类型PLC,每个PLC采用以太网通讯,减少现场PLC与PLC接线,节省了点位。
2、 采用汇川专用Canlink进行控制汇川伺服,汇川H3U自带5路高速输出,高速输出口进行控制步进电机。
3、 采用PLC与触摸屏采用以太网方式进行接线,方便现场布线。
五、方案优点:
1、采用汇川Canlink形势下控制伺服,Canlink属于有源通讯,抗干扰能力高于485通讯,且伺服与PLC之间的通讯数据传输配置容易,并可针对现场实际条件选择多种触发形式,可实时进行数据传输,也可以选择人为触发事件传输,且采用Canlink形势下的通讯速率可达1M
2、节省了PLC使用,原使用欧姆龙进行控制,使用5个PLC,现采用汇川只用3个就可以完成